Drukarka 3D wyjęta z opakowania, instrukcja obsługi przeczytana, kilogramy filamentu czekają, by zmienić się w wymarzone wydruki… Od czego zacząć? Najlepiej od wydruków kalibracyjnych, tuż po wypoziomowaniu stołu.
Pierwszą czynnością, która na nas czeka tuż po wyjęciu drukarki z opakowania, lub jej złożeniu to wypoziomowanie stołu w drukarce 3D. Jest to jedna z najważniejszych czynności, jakie musimy wykonać. Ponieważ od jego wypoziomowania będzie zależała jakość naszych wydruków. Zacznijmy więc od tego, jak prawidłowo wypoziomować stół w drukarce 3D.
Poziomowanie stołu możemy wykonać na dwa sposoby ręcznie lub automatycznie. Automatyczne poziomowanie stołu przeprowadzane jest, jak sama nazwa wskazuje automatycznie i nasza ingerencja w jej wykonanie jest minimalna.
Druga metoda to ręczna kalibracja stołu do wydruków 3D, możemy przeprowadzić ją przy użyciu dwóch metod, przy użyciu kartki papieru lub z użyciem wydruku kalibracyjnego stołu. Osobiście do kalibracji stołu używam metody z użyciem kartki papieru, a w następnej kolejności, robię wydruk kalibracji stołu.
Zacznijmy więc od techniki poziomowania stołu przy użyciu kartki papieru, przy czym warto tu wspomnieć, że grubość kartki, powinniśmy dostosować, do średnicy dyszy ekstrudera. Poniżej w tabeli podajemy przykładowe grubości, różnych popularnych kartek papieru.
| Rodzaj papieru | Grubość [mm] |
| Paragon sklepowy | 0,06 – 0,08 |
| Kartka papieru – 100 g/m² | ok. 0,1 |
| Ulotka reklamowa | ok. 0,15 |
| Wizytówki | 0,3 – 0,5 |
| Szczelinomierz listkowy | 0,05 – 1,00 |
Dysze drukujące występują w kilku rozmiarach, a najpopularniejszy rozmiar to 0,4 mm, dla tej średnicy dyszy, odstęp od stołu powinien wynosić od ok. 0,1 do 0,2 mm, więc jak łatwo zauważyć wszelkiego rodzaju ulotki reklamowe będą najlepsze do wypoziomowania stołu, ponieważ średnio ich grubość to 0,15 mm. W przypadku zainstalowania dyszy o innej średnicy w np. 0,2 mm, odległość od stołu powinna wynosić 0,1 mm. Bierze się to stąd, że odległość dyszy do stołu, liczymy przy pomocy prostego równania. Odległość ta powinna wynosić od 25% do 50% średnicy dyszy.
Oczywiście, zamiast kartki papieru możemy użyć szczelinomierza listkowego, wtedy kalibracja będzie najpewniejsza, ale nie każdy w ów szczelinomierz jest wyposażony.
Sama kalibracja, jeśli już dobierzemy odpowiednią kartkę papieru, jest bardzo prosta.
Wkładamy kartę papieru pod dyszę drukarki w miejscu, którym znajdują się śruby poziomujące stół i ruszamy nią (kartką) tył-przód, jednocześnie regulujemy odstęp blatu od dyszy, śrubami pod stołem do drukowania. Jeśli ruch naszej kartki papieru będzie możliwy, ale z delikatnym oporem, to jest to prawidłowy objaw dobrze wypoziomowanego stołu. Całą operację z kartką powtarzamy dla wszystkich śrub poziomujących, z reguły cztery. Karetka z dyszą może w te punkty poruszać się automatycznie, przy użyciu opcji kalibracji stołu, lub musimy ręcznie przesuwać karetkę nad śruby poziomujące.

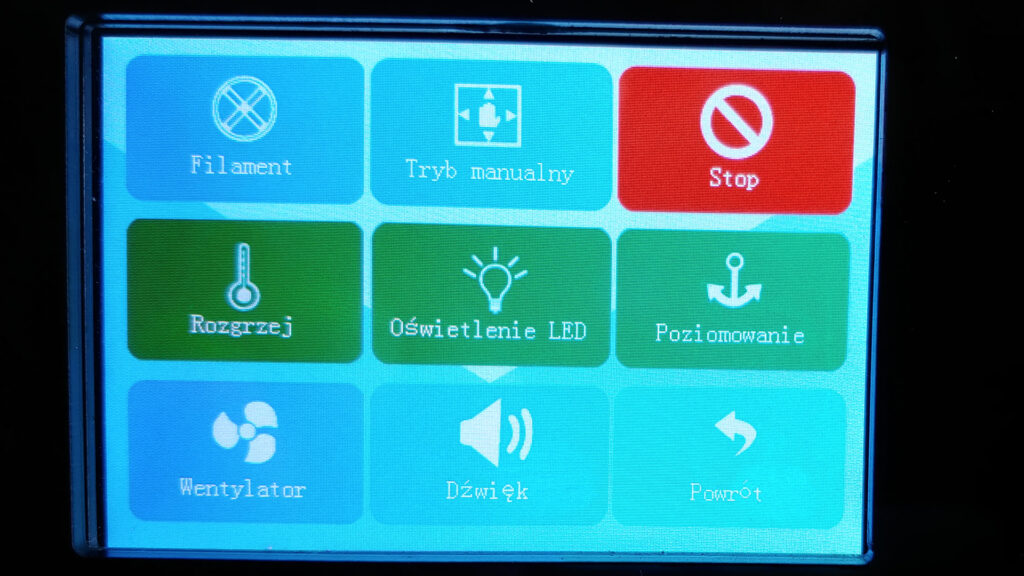
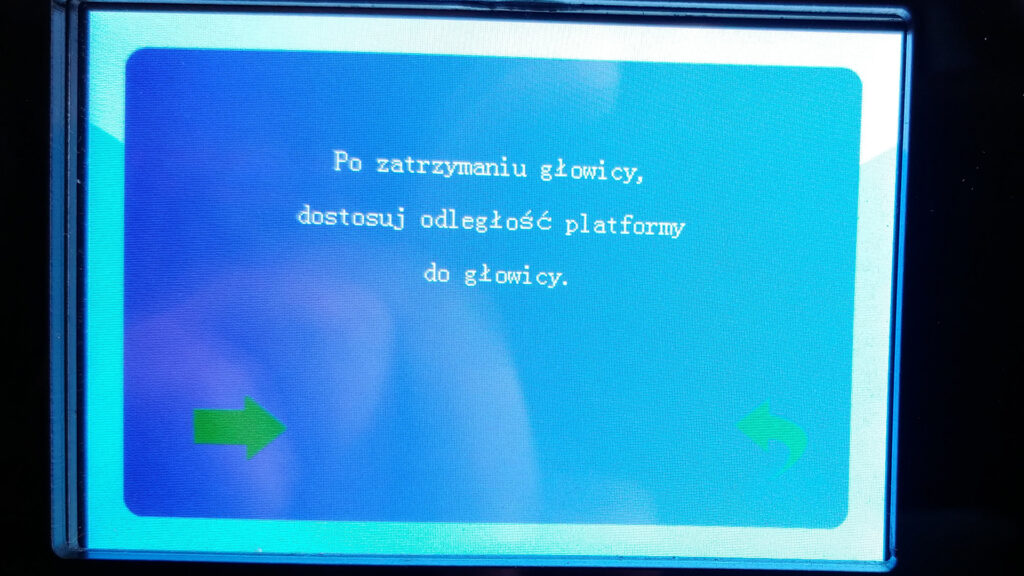
W przypadku naszej drukarki OmniSTART, w menu narzędzia jest opcja poziomowania stołu, po jej wybraniu, karetka z dyszą sama będzie dojeżdżała do punktów kalibracyjnych, naszym zadaniem, będzie tylko ustawienie śrubami odpowiedniej odległości dyszy od stołu.
Po skończeniu tego procesu warto wydrukować wydruk kalibracyjny stołu, żeby dokładnie sprawdzić wypoziomowanie stołu. Co ważne, jest to jeden z tych wydruków, które powinniśmy obserwować w trakcie jego trwania. Ponieważ wtedy na bieżąco będziemy widzieć, czy wypoziomowanie jest dobre i w razie potrzeby, będziemy mogli szybko doregulować stół.

Oczywiście nic nie stoi na przeszkodzie, żeby wyregulować stół, po zakończeniu procesu druku. W tego typu wydrukach należy zwracać największą uwagę na dwa czynniki, po pierwsze, czy materiał nie odrywa się od stołu, wtedy dysza jest za daleko od stołu, lub czy w trakcie wydruku nie zostają bruzdy po dyszy w wydruku, wtedy należy zwiększyć odległość stołu do dyszy.
Kostka kalibracyjna to idealny test na pierwszy wydruk 3D, ponieważ jest to bardzo prosty obiekt do druku, który jest w stanie wiele nam powiedzieć, odnośnie do ustawień naszej drukarki 3D i parametrów druku.
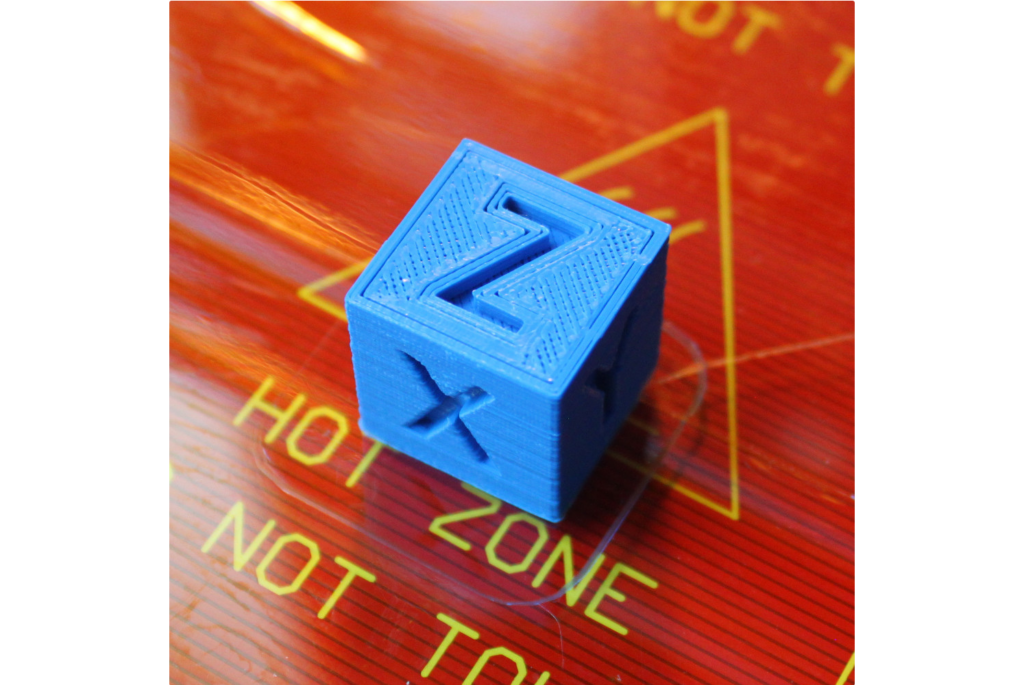
Na starcie, możemy sprawdzić, czy wymiarowanie obiektów jest prawidłowe, do tego wystarczy zmierzyć suwmiarką poszczególne ściany i od razu będziemy wiedzieli, czy drukarka przekłamuje wymiary, czy nie. Co więcej, dzięki tego rodzaju wydrukowi, będziemy mogli sprawdzić kilka bardziej zaawansowanych parametrów np. czy drukarka wpada w wibracje spowodowane, zbyt szybkim ruchem, jak i sprawdzić parametr flow.
Wibracje drukarki występują w kilku momentach, ale najlepiej są widoczne w momencie drukowania naszej kostki kalibracyjnej, przy krawędziach boków i liter oznaczających osie. Spowodowane jest to tym, że głowica musi szybko wyhamować swój ruch i zrobić to dodatkowo wyjątkowo precyzyjnie. Jeśli krawędzie te będą postrzępione to musimy zmienić parametry dohamowania przy krawędzi wydruku. Dodatkowo tego typu błędy mogą wskazywać, na zbyt słabo naciągnięte paski silników, lub na ich zużycie w przyszłości.
Drugim tego typu wydrukiem jest o wiele przyjemniejszy dla oka Kalibracyjny Kot, potocznie zwany Cali Cat’em, ocenę jakości druku wykonujemy na tej samej zasadzie, jak w przypadku kostki kalibracyjnej, ale w przypadku kota możemy też ocenić jakość wydruku przy nawisach. Oczywiście wydruk wykonujemy, bez podpór.
Jakość nawisów, możemy sprawdzić, przy użyciu specjalnego wydruku, który tylko na tym się skupia. Najczęściej jest to łuk z podanymi wartościami odchylenia od poziomu.
Po tych czynnościach możemy przejść do bardziej złożonych wydruków, testujących ogólną jakość drukowania.
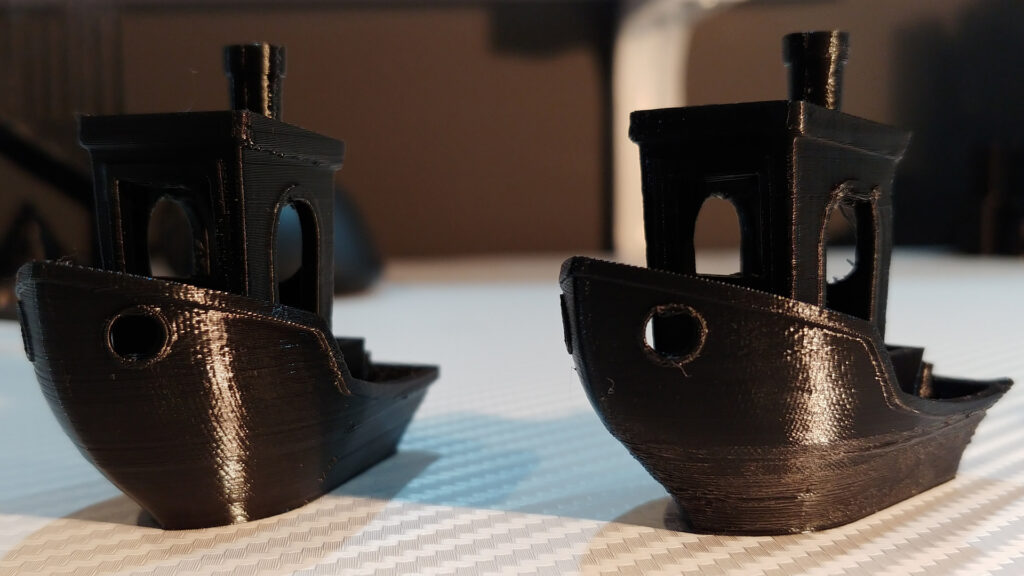
Najpopularniejszym testem jest wydruk łódeczki Benchy, który jest ikoną druku 3D. Praktycznie nie ma osoby, która by go nie wydrukowała. Ten niewielki wydruk, potrafi przysporzyć wiele problemów drukarkom 3D i na jego podstawie jesteśmy w stanie sprawdzić, czy jesteśmy gotowi na wydruki o większym stopniu skomplikowania.
Wydruk łódeczki Benchy, wykonujemy bez podpór i z parametrami, jakie udało się nam wypracować podczas kalibracji.
Jakość wydruku Benchy podlega ścisłej ocenie i praktycznie każda powierzchnia tej łódeczki odpowiada za jakiś test drukarki 3D.
- Kadłub — Zakrzywiony dziób pozwoli na wychwycenie problemów z tworzeniem nawisów, więc sprawdzimy, jak szybko drukarka schładza druk 3D. Podstawa statku to dobry sprawdzian dla powstawania tzw. efektu stopy słonia, czyli rozszerzania się wydruku u podstawy, który spowodowany jest zbyt wysoką temperaturą stołu i osiadaniem modelu na stole.
- Pokład — pokład Benchego jest idealnie równoległy do stołu, co pozwoli nam na ocenę ilości wytłaczanego filamentu, czy nie powstają szczeliny w filamencie.
- Kabina — łuki drzwi oraz okno to świetny test nawisów, oraz połączeń mostowych
- Powierzchnia dachu oraz ruf — pozwala sprawdzić, jak drukarka radzi sobie z efektem schodkowania, przy wydrukach warstw w zależności od wysokości.
- Komin — sprawdza tolerancję okrągłości.
- Tylny otwór — rozdzielczość detali.
- Napis na tyle — bardzo wymagające detale.
- Napis na spodzie łódki — wypoziomowanie stołu

Ostatecznym testem dla drukarek 3D jest tzw. Autodesk Torture Test, nie będziemy go dokładnie opisywać, ponieważ jego dokładny opis znajdziemy na GitHubie i tam odsyłamy naszych czytelników, żeby zapoznali się z parametrami wydruku, jak oceniane są poszczególne elementy tego wydruku. Z całą pewnością możemy powiedzieć, że test ten jest wyjątkowo wymagający i nawet najlepsze drukarki 3D na rynku, mają poważne problemy, żeby zdobyć ponad 25 pkt.
Dziękujemy firmie Omni3D za użyczenie do testów drukarki OmniSTART, to na niej wykonywaliśmy testowe wydruki, które możecie zobaczyć w tym artykule.





Dodaj komentarz